A continuación les recordamos los puntos a tener en cuenta para trabajar correctamente y evitar una rápida deformación de los punzones y piezas del cabezal de punzonado:
- El tope de punzonado se debe de alinear correctamente con respecto a la matriz, de manera que cuando el material sea levantado por el punzón el tope actúe sobre el material totalmente paralelo. En caso de que no se encuentre bien alineado podría provocar una rápida rotura del punzón ya que el material realiza la función de palanca y en pocos golpes produce la rotura del punzón.
- La frecuente lubricación del punzón disminuye la resistencia que ofrece el material al ser extraído por el tope de punzonado, con lo cual se ejerce una menor presión al suplemento.
- Holgura adecuada entre punzón y matriz .
- 10 % del espesor del material en caso de chapa normal.
- En el caso de que el material a punzonar tenga una resistencia superior a 45 kg., aplicar la siguiente formula.
- Holgura = 10 % del espesor del material x resistencia del nuevo material (Kg. / mm 2 ) 45 kg. / mm 2
- Punzonado con punzones y matrices desafilados
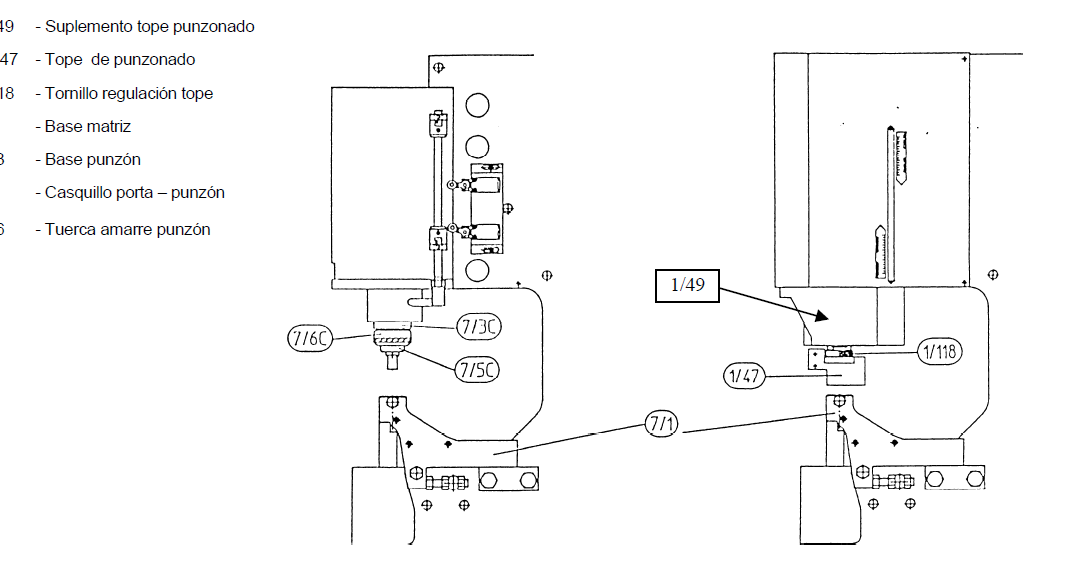
No tener en cuenta los puntos arriba indicados, puede ocasionar la rotura de las partes de la punzonadora que intervienen en la extracción del punzón del material tales como : tope de punzonado suplemento 1/49, tuerca 7/6C, casquillo 7/5 y base punzón 7/3C, asimismo acelera el deterioro del punzón.